寶米勒變頻器在涂布機上的應(yīng)用
bmller 2021-04-02
一、前言
涂布機需要將膠或者油墨類物質(zhì)均勻粘連在鋁箔、塑料薄膜或者布料紡織品表面,對涂布工藝要求比較高,不僅要求涂布高度均勻而且要能夠?qū)崿F(xiàn)高速不停機換卷以提高生產(chǎn)效率。
二、涂布機控制要求簡介
涂布機步驟一般分為:恒張力放卷、涂布過程多級同步控制、恒張力收卷幾個環(huán)節(jié)。要求正常生產(chǎn)過程中基材張力恒定,線速度恒定,啟動、停車過程平滑。所以在涂布機的機電性能的控制中,關(guān)鍵是對涂布機系統(tǒng)的張力進行控制。因為張力的大小,直接影響到產(chǎn)品的質(zhì)量和數(shù)量,張力太大,會破壞涂布紙張的物理特性,影響紙張的使用壽命和質(zhì)量;張力太小,收卷過松,走紙不平穩(wěn),又會影響后續(xù)工序的產(chǎn)品質(zhì)量。在整個工藝過程中,無論啟動加速、停機減速,任何線速度下的恒速運行均要求涂布輥、復(fù)合輥和牽引輥保持運行線速度同步,否則就會出現(xiàn)紙張拉斷、收卷移位、鋁箔褶皺或者印刷斷紋等異常。在這個工藝環(huán)節(jié)里,要求復(fù)合涂布電機調(diào)速響應(yīng)快,速度控制精確,張力波動小。

1、傳統(tǒng)方案
系統(tǒng)的張力控制是通過控制系統(tǒng)線速度恒定來控制張力穩(wěn)定。目前行業(yè)多是利用高檔PLC來進行恒線速度控制,將收放卷牽引及收放卷裝置的擺輥電位器的反饋信號送到PLC,通過PLC進行PID控制及卷徑計算,將結(jié)果通過模擬量的方式傳給矢量變頻器。變頻器在整個控制系統(tǒng)中只是一個執(zhí)行機構(gòu)。這就需要PLC運算速度快并且需要擴展較多的A/D和D/A模塊,而且因為PLC運算速度及信號傳遞的影響,使得系統(tǒng)動態(tài)響應(yīng)變慢,所以只能用矢量變頻器中最高端的品牌,要求變頻器模擬量輸入口有較高的分辨率,變頻器動態(tài)響應(yīng)快而且穩(wěn)速精度高,來彌補因方案不足而造成的延遲。
2、寶米勒頻器方案:
(1)寶米勒矢量變頻器簡介
寶米勒矢量控制變頻器是近年來新推出的國產(chǎn)高檔變頻器。主要有MC200T通用型矢量變頻器及MC
(2)控制要點
要求每段線速度恒定,但由于收、放卷過程中卷徑在不斷地變化,PID的調(diào)節(jié)必須考慮因卷徑的變化而帶來的速度變化,否則會破壞涂布紙張的物理特性,影響紙張的使用壽命和質(zhì)量,這樣要求穩(wěn)速精度高,而且系統(tǒng)在動態(tài)時響應(yīng)速度快。
三、方案優(yōu)勢
1、恒張力控制、同步控制都由變頻器完成,不需要外加控制器,電控系統(tǒng)采用PLC控制,結(jié)構(gòu)簡單。
2、恒張力控制,生產(chǎn)過程張力非常恒定,控制精度高,基材不會受到損壞,涂布效果均勻,產(chǎn)品質(zhì)量好。
3、通過收卷錐度補償調(diào)整,成品收卷張力恒定,完全避免內(nèi)緊外松的狀況。
4、技術(shù)成熟,調(diào)試、操作、維護非常方便。
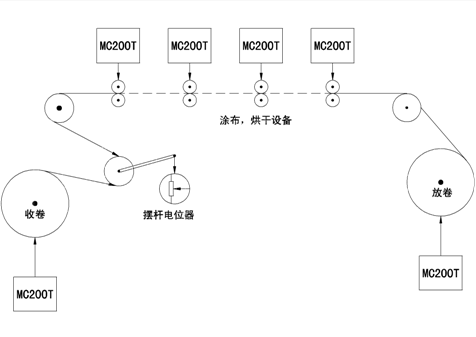
四、結(jié)構(gòu)簡述
1、基材放卷階段需要一臺MC200T系列動力收放線變頻器,主要以基材張力恒定為目標(biāo),采用自動PID閉環(huán)控制,放線速度緊跟著引取速度變化而變化;當(dāng)出現(xiàn)松線時,收線速度跟著松線速度變化而變化;當(dāng)出現(xiàn)斷線時,要求放線盤立即停止運轉(zhuǎn),由于放線盤有剎車裝置,變頻器停車時要設(shè)置為自由停車,整個放卷過程獨立運行。
2、涂布及烘干階段需要多臺開環(huán)矢量控制變頻器,采用比例聯(lián)動控制,在涂布機生產(chǎn)過程中主信號和微調(diào)信號按疊加運行。線速度同步的實現(xiàn)方法:以多臺涂布過程多級同步控制為例,為了實現(xiàn)線速度保持同步,采用主頻率+輔助頻率相疊加的方法。同步控制中第一臺變頻器的主頻率通過RS485通訊傳輸?shù)降诙_,以此類推,直到最后一臺,通過通訊方式進行運行頻率傳輸,可以避免模擬信號在傳輸過程中的衰減,每一臺變頻器的輔助頻率為各自變頻器的微調(diào)頻率,通過變頻器的上升/下降運行頻率來實現(xiàn)。微調(diào)頻率精度高達(dá)0.01Hz。
3、成品收卷階段需要一臺MC